Non importa se sei un colosso o una PMI. L'importante è fare squadra, avere una visione strategica e non fermarsi mai.
Come nel caso di Merletti Aerospace e della Matrix 1000 di Breton.
(di Paolo Beducci - M&A Meccanica & Automazioni)


Ci sono, nella tipicità delle storie delle aziende familiari italiane, alcune vicende che a nostro parere sono più italiane di altre. Perché rappresentano al meglio lo spirito di imprenditorialità tipica del nostro Paese, la voglia di farcela e la resilienza, cioè la capacità di adattarsi alle differenti situazioni e di riorganizzarsi positivamente di fronte alle difficolta'.
Nata nel 1972 per volontà di Gianluigi Merletti e di sua moglie Narcisa, Merletti Aerospace nasce come Meccanica Merletti, azienda contoterzista specializzata nelle lavorazioni di meccanica generale e in particolare realizzazione di prodotti di piccola serie con un elevato valore concentrato nella qualità delle lavorazioni effettuate.
Una realtà, questo è un aspetto importante da tenere ben presente, inserita in un territorio industriale di grande livello tecnologico: l'area del varesotto, in questo caso Arsago Seprio, dove opera la gran parte dell'industria aeronautica italiana. Non a caso proprio la provincia di Varese è nominata la “provincia con le ali”.
AgustaWestland e AleniaAermacchi, ad esempio, sono solo i primi nomi di un lungo elenco di aziende che formano a tutti gli effetti un vero e proprio distretto industriale ad elevato valore aggiunto.
Fin dai primi anni di vita, Merletti si distinse per il livello elevato delle proprie competenze operative e per la capacità di rapportarsi, in forma diretta o indiretta con le grandi industrie e non potevano mancare fra queste anche le imprese del mondo aeronautico e aerospaziale.
Arriva la seconda generazione
A metà degli anni '90 però, i coniugi Merletti si resero conto che andavano affrontati due ordini di problemi. Il primo riguardava la forza tecnologica dell'azienda, il secondo la capacità di preparare l'impresa di famiglia a un futuro che non avesse come limite temporale la presenza attiva dei due fondatori.
Così accanto a Gianluigi e Narcisa, da una parte arrivarono i due figli ( Ruggero e Sabrina) e dall'altra si avvio' un piano di investimenti tesi a modernizzare gli strumenti produttivi dell'azienda.
Erano quelli gli anni della definitiva affermazione ( anche nelle aziende dimensionalmente meno “pesanti”) delle macchine a controllo numerico e si stava quindi realizzando una vera e propria rivoluzione.
Si stava chiudendo l'era dei tornitori e dei fresatori coi baffi e stava nascendo la fase dei decimi, dei centesimi e infine dei micron.
Ruggero e Sabrina, da parte loro, pur essendo nati e cresciuti in una famiglia dedita alla meccanica di alto livello, avevano preso strade professionali differenti e comunque lontane dalla vocazione di mamma e papà Merletti, che nel frattempo cominciano a pensare ad introdurre un nuovo aspetto significativo, precorrendo con successo tempi e risultati.


Merletti, avendo fatto da sempre della Qualità il proprio cavallo di battaglia, fu una delle primissime aziende di piccole dimensioni, ad ottenere la Certificazione secondo la Norma UNI EN ISO 9001 nel 1995, e successivamente nel 2006 secondo EN 9100.
“ Uno dei riflessi più significativi di questa nostra scelta – ci spiega Ruggero Merletti che nell'azienda di famiglia ha il compito di sovraintendere alla Direzione e alla Gestione Tecnica, è che in quel periodo molti dei nostri clienti non disponevano al loro interno o nella loro filiera produttiva, delle medesime qualifiche e certificazioni e di conseguenza eravamo in grado di offrire noi il supporto necessario. In alcuni casi, eravamo più qualificati di coloro per i quali stavamo producendo”.
L'aerospace diventa core
Il graduale ma sempre più importante passaggio verso il settore che fra l'altro porterà al cambio di ragione sociale in Merletti Aerospace, ha via via portato l'impresa di Arsago Seprio a orientarsi verso produzioni e materiali di un livello ogni giorno più qualificato. Ci riferiamo ad esempio a leghe di allumino particolari, all'inconel, ad acciai alto resistenziali e al titanio. Tutti materiali che, per motivi differenti se non opposti fra loro, richiedono conoscenze approfondite di altissimo livello.
Ma non solo, seguendo una tendenza sempre più diffusa anche nel mondo aeronautico, Merletti Aerospace nel corso degli anni si è specializzata nella realizzazione non solo di lavorazioni di alto livello, ma anche nella produzione di particolari meccanici con processi che iniziano con l'acquisizione di materia prima e proseguono attraverso trattamenti termici, la costruzione e i controlli dimensionali , trattamenti galvanici, verniciature e assemblaggi di gruppi sottogruppi. Il tutto accompagnato dalla progettazione e costruzione di attrezzature per la lavorazione dei particolari stessi e attrezzature a corredo del velivolo, completando l'offerta con la verticalizzazione completa di sottoassiemi inclusi assemblaggi e test.


... una vera e propria piccola industria ad elevatissimo capitale di conoscenza e di competenze.
In un panorama come quello appena descritto non poteva mancare un reparto di progettazione e lavorazioni meccaniche del tutto al di sopra della media. Una dozzina di centri di lavoro 4-5 assi, oltre a torni cnc e macchine multitasking in grado di eseguire lavorazioni su dimensioni significative per il mondo aerospaziale.
“ Personalmente – ci spiega ancora Ruggero Merletti – sono convinto che le aziende debbano essere sempre in evoluzione, in cambiamento e quanto possibile in crescita.
Nel momento in cui pensi di rilassarti e di fermarti a goderti i risultati, finisci per perdere posizioni sul mercato. E in un mercato come il nostro che è fra i più competitivi in assoluto, questa indicazione è un imperativo assoluto. Così abbiamo deciso di investire ancora una volta sulla nostra crescita. Nel senso letterale del termine, visto che abbiamo deciso di dotarci di un centro di lavoro adatto a effettuare lavorazioni su pezzi di dimensioni maggiori. Questo proprio per poter affrontare un mercato per noi nuovo sotto il profilo delle misure in gioco”.


Un nuovo salto verso il futuro
In poche parole significava andare a individuare e acquistare una macchina a portale, adatta a operare su pezzi dimensionalmente importanti.
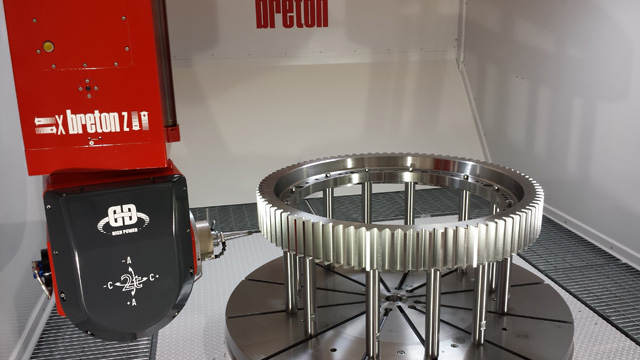
Non a caso si è optato per una Matrix 1000 di Breton con corse di 3.000x6.000x1.000mm. In termini pratici una scelta che significa aprirsi a nuove possibilità, soprattutto nella lavorazione delle parti strutturali operando in alta precisione su cinque assi continui e interpolati in modo da poter realizzare lavorazioni tridimensionali; richieste di base non certo facili da soddisfare da parte di un costruttore qualsiasi di macchine di un certo livello.


“La strada migliore da seguire era la realizzazione di un capitolato - racconta Merletti – e quindi la verifica sul campo di cosa si poteva acquistare. Il capitolato a dire il vero era piuttosto specifico e impegnativo per chiunque. Così dopo una prima scrematura fatta direttamente da noi, ci siamo concentrati su quattro aziende, cui abbiamo sottoposto le nostre richieste. Ma non solo. Il capitolato prevedeva anche delle prove sul campo e delle specifiche garanzie in materia di presenza e di assistenza. Sia durante la scelta e l'istallazione della macchina, sia poi nella sua gestione ordinaria. Per ciascuna macchina e azienda abbiamo dato dei voti e delle valutazioni che andavano dalle caratteristiche delle macchine alla loro presenza sul mercato, al numero di installazioni e molti altri ancora."


La soluzione è Matrix
"Abbiamo realizzato una prova pezzo.
I risultati ottenuti erano tutti abbastanza soddisfacenti, ma devo dire che Breton su alcuni punti era un passo avanti agli altri, rispetto alle nostre richieste. Dal sistema a depressione al sistema di evacuazione truciolo indispensabile quando si lavora su alluminio data la grande quantità di materiale asportato nell'unità di tempo, fino all' elettromandrino che, nel caso di Breton è dotato di una potenza di 70kW capace di girare a 28.000 giri al minuto. Inoltre – è sempre Merletti che spiega – Breton nel corso degli anni ha sviluppato un percorso preferenziale che prevede una collaborazione anche in fase di progettazione con uno dei più importanti produttori di elettromandrini, ulteriore garanzia per noi di avere a disposizione lo stato dell'arte della macchina utensile”.


Analizzando la Matrix 1000/2T K 60 Dynamic si nota subito il sistema di chiusura della carenatura, molto completo, voluto proprio per poter operare con materiali anche difficili non solo sotto il profilo della lavorazione meccanica, ma anche per ciò che concerne la gestione dei residui di lavorazione. Il sistema vacuum è integrato nella macchina che dispone di un magazzino utensili con 180 posizioni. In questi casi si può tranquillamente dire che alla Merletti non si sono fatti mancare nulla nella scelta della macchina !
D'altra parte è il prezzo da pagare per poter continuare ad essere un passo ... anche due, avanti alla concorrenza che non solo è sempre più agguerrita, ma inizia a risentire dell'arrivo nella fascia più bassa e meno remunerativa di concorrenti da parte dei paesi low cost.


“ Se da una parte – conclude Ruggero Merletti – siamo stati convinti dalle prestazioni della macchina, dall'altro abbiamo capito che la scelta era quella giusta quando è iniziata la fase di installazione delle Matrix. A parte il fatto che non si tratta di una semplice macchina ma di un vero e proprio impianto di una certa complessità anche nella fase di posa, devo dire che i tecnici di Breton ci hanno seguito passo passo con una dedizione davvero speciale e per noi molto importante. Un'attenzione anche oltre le nostre aspettative, come la loro presenza costante nella fase di realizzazione delle fondazioni, le piccole cure sui particolari e la massima disponibilita'.
Oltre al fatto che si tratta di tecnici giovani, dinamici, con passione e soprattutto amore per quello che fanno. Lo si vede in ogni loro attività, nei dettagli di come lavorano.
In Breton a mio avviso hanno capito che per vincere la gara non basta essere bravi nel prodotto, ci vuole anche una squadra affiatata”.
Se ora siete interessati al centro di lavoro ad alta velocità Breton Matrix 1000 DYNAMIC, non vi resta che scrivere a mail@breton.it.
Vi risponderemo in brevissimo tempo.
Grazie per l'attenzione e a presto.
Bye-bye.
Sergio Prior
Vi risponderemo in brevissimo tempo.
Grazie per l'attenzione e a presto.
Bye-bye.
Sergio Prior